- Home
- Users & Science
- Find a beamline
- Structure of materials
- ID22 - High resolution powder diffraction beamline
- Science at ID22
- Examples: Residual Strain
Examples: Residual Strain
Here you will find residual strain studies carried out on the high-resolution powder diffraction beamline. Experiments were carried out on ID22 (since 2014), and ID31 (2002 - 2013). Examples:
- Residual stresses in welded thin steel plates
- Strain field in aluminium alloys used in aerospace applications
- read more on diffraction methods for engineering materials
Residual stresses in welded thin steel plates
One of the most systematic studies conducted on ID31 in the field of residual stress characterisation was performed by E.M van der Aa [1, 2]. The study concerned the residual stresses generated by welding of thin steel plates and the resulting distortion, and methods to reduce them both, via the use of a trailing heat sink a short distance behind the welding heat source, a process called Dynamically Controlled Low Stress No Distortion (DC-LSND) welding. The aim was to assess the efficiency of this process on the residual stress state compared to conventional welding, and subsequently to characterise the influence of the process parameters of DC-LSND on the residual stresses. Since the welded samples were distorted in a complex manner, the analyser crystal optics of ID31 were critical to ensure the elimination of geometrically induced pseudo strains. Another aspect that lends ID31 well to such a study is the stability of the incident beam, ensured through temperature control and mechanical feedback on the monochromator crystals. Without such systems, possible drifts would need to be corrected for or lead to spurious strains if unaccounted for. The results revealed that the reduction in the distortion of welding plates produced with DC-LSND is driven by the decrease of both the longitudinal and transverse residual stress states compared to the conventional welding technique (without cooling).
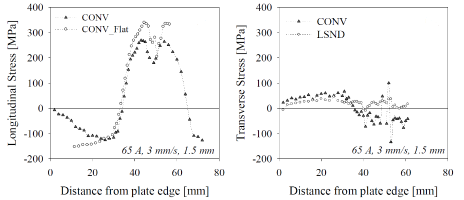
Figure 1. Influence of active cooling (LSND) on residual stresses compares to conventional non-cooled (CONV) [1, 2].
[1] Influence of a trailing heat sink on the welding residual stress distribution. E. M. van der Aa, A. Murugaiyan, R. Delhez, M. J. M. Hermans, I. M. Richardson, and N. M. van der Pers, ESRF experimental report MA46, (2006).
[2] Local Cooling during Welding: Prediction and Control of Residual Stresses and Buckling Distortion. E. M. van der Aa, PhD Thesis, Department of Materials Science and Technology, Delft University of Technology (2007).
(top)
Strain field around scratches in aluminium alloys used in aerospace applications
An example is the study of the strain field around scratches scored in aluminium alloys used in aerospace applications [3]. Understanding the growth of fatigue cracks that could develop during operational service, starting from small scratches or other defects, is of critical importance in assessing the integrity of the structures. Scratches of the order of tens of microns in depth may convert into propagating cracks driven by tensile residual stresses at the scratch root. Scratches were made in two different Al alloys with different intrinsic grain size with two different tools, producing scratches with depths from 50 - 150 mm. Typical results from the ID31 measurements, obtained from the 311 Bragg reflection at 9.6° 2θ at 60 keV using a gauge volume between 50 and 150 μm, are shown for one of the principle strain directions in figure 2.
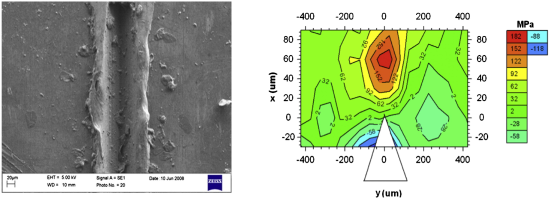
Figure 2. (left) Surface profile of 50 μm deep scratch in Al2024-T351 alloy; (right) map of syy residual stress component (transverse to the scratch) around a 100 μm deep scratch. The highest stress is seen at 60 μm beyond the scratch root [3].
The alloy, Al2024-T351, is rather coarse grained (20 mm) implying possible problems with powder averaging (especially because the incident beam is highly collimated and it is not possible to spin the sample). This is a general issue when studying such real materials. The diffraction results were compared with assessment of the residual stress obtained from nanoindentation studies around the scratch, which have a spatial resolution of 10 mm. There was generally acceptable agreement between the two series of measurements, except in low stress regions far from the scratch root, where the nanoindentation method is not very sensitive. X-ray measurements, although needing a synchrotron, have advantages in that different strain directions can be easily measured, and the technique is non-destructive, allowing repeated measurements of the same region, e.g. after subjecting the component to fatigue cycling.
[3] Application of synchrotron X-ray diffraction and nanoindentation for the determination of residual stress fields around scratches. Khan M.K., Fitzpatrick M.E., Hainsworth S.V., Evans A.D., Edwards L. Acta Materialia 59, 7508, (2011).
(top)
References:
[1] Influence of a trailing heat sink on the welding residual stress distribution. E. M. van der Aa, A. Murugaiyan, R. Delhez, M. J. M. Hermans, I. M. Richardson, and N. M. van der Pers, ESRF experimental report MA46, (2006).
[2] Local Cooling during Welding: Prediction and Control of Residual Stresses and Buckling Distortion. E. M. van der Aa, PhD Thesis, Department of Materials Science and Technology, Delft University of Technology (2007).
[3] Application of synchrotron X-ray diffraction and nanoindentation for the determination of residual stress fields around scratches. Khan M.K., Fitzpatrick M.E., Hainsworth S.V., Evans A.D., Edwards L. Acta Materialia 59, 7508, (2011).
partners



European Synchrotron Radiation Facility - 71, avenue des Martyrs, CS 40220, 38043 Grenoble Cedex 9, France.